
線材火焰噴涂原理
圖1為火焰噴涂方法的基本原理示意圖。噴槍通過氣閥分別引入乙炔、氧氣和壓縮空氣,利用氧-乙炔燃燒火焰作為熱源,將連續、均勻送入火焰中的噴涂絲材端部加熱到熔化狀態,借助于高壓氣體將熔化狀態的絲材霧化成微粒,噴射到經過預先處理的工件表面形成涂層。
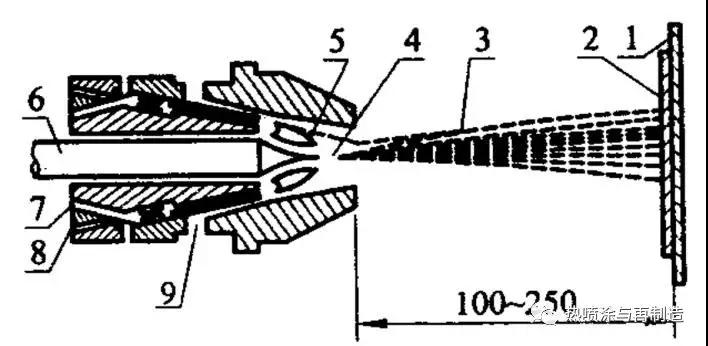
圖1 線材火焰噴涂基本原理圖
1-基材;2-涂層;3-噴涂束流;4-熔融材料;5-火焰;6-線材或棒材;
7-氧氣;8-燃料氣;9-霧化氣;10-氣體噴嘴。
火焰線材噴涂裝置簡單、操作方便;容易實現連續均勻的送料,噴涂質量穩定;噴涂效率高,耗能少。但絲材制造受到拉絲成型工藝的限制。
線材火焰噴涂設備
典型火焰線材噴涂系統如圖2所示,主要包括有線材火焰噴槍、氧氣、燃氣和壓縮空氣控制裝置、送絲裝置和供氣系統四部分組成。
1-空氣壓縮機;2-空氣干燥器;3-儲氣罐;4-乙炔瓶;5-氧氣瓶;6-氣體流量表;
7-空氣凈化器;8-空氣控制器;9-空氣流量表;10-絲架;11-噴槍。
(1)噴槍
噴槍是火焰線材噴涂設備中最關鍵的部件。用于噴涂線材的火焰噴槍,按氧-燃氣的引進方式可分為射吸式和等壓式兩種,射吸式噴槍是利用氧氣氣流吸入乙炔氣,操作方便,使用安全。按送絲動力可分為氣渦輪送絲和電機送絲兩種。我國設計的噴槍多為射吸式。
SQP-1型氧-乙炔火焰線材噴槍是由上海噴涂機械廠自行設計的射吸式火焰線材噴槍(熱噴涂與再制造微信公眾號),主要性能見表1,是目前國內最常用的火焰線材噴槍,它以線材的金屬材料為噴涂材料,以氧-乙炔火焰為熱源,送絲動力氣源為氣渦輪,可手持和機夾,該槍的外形和結構如圖3所示。
表2 SQP-1型火焰線材噴槍性能
序號
項目
性能和數據
序號
項目
性能和數據
1
型號
SQP-1吸射式
12
氣體表壓力/MPa
氧氣
0.3~0.7
2
操作方式
手持固定兩用
乙炔
0.03~0.1
3
動力源
壓縮空氣吹動汽輪
空氣
0.4~0.8
4
調速方式
離心力-離合器
13
氣體消耗量
氧氣
2.5
乙炔
0.7
5
質量
≤1.8kg
空氣
30
6
外形尺寸/(mm)
90×180×215
14
噴涂效率
/kgh-1
80鋼
Ф2.3
1.8
7
使用熱源
氧-乙炔火焰
鋁
Ф3.0
2.7
8
火花束角度
4°
鋅
Ф3.0
3.2
9
引力/N
≥65
A12O3
Ф2.2
0.4
10
線材直徑
/(mm)
Ф2.3、Ф3.0
低碳鋼
Ф3.3
2
11
噴射時顆粒直徑(鋼)/um
4~40
不銹鋼
Ф2.3
1.8
銅
Ф3.0
4.3
鉬
Ф2.3
0.9
圖3 SQP-1型線材火焰的噴槍外形和結構圖
1-噴嘴部分;2-絲材;3-掛鉤;4-送絲滾輪;5-風機部件;6-氣體開關
(2)控制裝置
氣體燃料、氧氣、壓縮空氣的壓力與流量是影響涂層性能的重要參數,一般需要采用調壓器和流量計同時進行控制。通過調節閥調節氣體的壓力和流量,并通過串聯回火防止器確保系統安全。
(3)送絲機構
由絲材盤架和送絲驅動機構組成,送絲機構取決于槍內的驅動裝置,為了能夠將絲材均勻地送入火焰中,一般使用可使盤狀絲材回轉送出的送絲裝置。
(4)供氣系統
火焰線材噴涂必須氧氣、燃氣、壓縮氣體三氣俱全。火焰線材噴槍最好選用瓶裝氧氣,乙炔氣和經干燥、凈化處理的壓縮空氣(熱噴涂與再制造微信公眾號)。乙炔氣最低限度也要用中壓發生器產生的乙炔氣,并且要能保證足夠的供氣量。壓縮空氣壓力、流量都必須滿足噴槍說明書的要求(熱噴涂與再制造微信公眾號)。壓縮機后應接有空氣換熱排污器及油水分離器,以除去壓縮空氣中所含的水分和油。對“三氣”性能要求見表2。
表2 氧氣、乙炔、壓縮空氣的要求
名稱
分子式
純度/%
最高壓力/MPa
最大流量/m3·h-1
備注
氧氣
O2
≥99.2
>0.7
>2.5
—
乙炔
C2H2
≥99.0
>0.1
>0.7
—
空氣
—
—
>0.7
>30
清潔干燥
線材火焰噴涂工藝
火焰線材噴涂層能改善基體材料的表面特性。涂層的質量取決于噴槍的性能和金屬絲的質量,合理的選擇噴涂工藝方法和工藝參數也是確保涂層質量的重要因素之一(熱噴涂與再制造微信公眾號)。噴涂工藝參數的變化將影響涂層的噴涂效率、沉積效率、結合強度、內應力和組織狀態等。氧—乙炔線材火焰噴涂的工藝如下:
(1)氧-乙炔火焰的選擇
火焰性質對涂層質量的影響,對不同材料會得出不同的效果。只有根據噴涂材料特性,涂層工作環境,來選用適宜的火焰性質,才能更好地提高噴涂效率和涂層質量。
中性火焰燃燒殘余物少,能提高噴涂效率和噴涂質量,節約能源,是火焰線材噴涂時最常用的火焰,常用的金屬線材(如:鋅、鋁、鋼、銅、不銹鋼等)都采用中性火焰進行噴涂作業。
氧化焰在噴涂合金鋼、不銹鋼、鋁之類材料時,則會增加涂層材料中的碳和合金元素的燒損,使涂層中的氧化物含量增高,耐蝕性下降,因此一般不用。
還原焰中若乙炔含量過高,火焰的穩定性和剛度將下降,只是在噴涂鋁、不銹鋼材料時使用微還原焰可以減少涂層中氧化物含量和合金元素的燒損,提高涂層的耐蝕性能(熱噴涂與再制造微信公眾號)。
(2)氣體壓力和流量的選擇
如采用不同型式的噴槍,其噴涂參數可能不同,應根據每把槍的使用說明書進行調整。采用SQP-1型噴槍時,由于是射吸式,一般氧氣壓力選用0.3~0.7 MPa;乙炔壓力選用0.03~0.10 MPa;壓縮空氣是氧-乙炔火焰線材噴涂中不可缺少的氣源之一,是線材熔化后形成微小粒子并噴射到工件表面動力的主要來源,在噴涂過程中,提高壓縮空氣的壓力(熱噴涂與再制造微信公眾號),既能使絲材熔滴獲得高的動能,又能使熔滴保持高的溫度,對提高涂層與基體的結合強度和涂層的致密度都非常有利,但壓力和流量過大將使火焰的溫度降低,造成粒子熔化不良,也會影響涂層質量(熱噴涂與再制造微信公眾號),因此,壓縮空氣的壓力與流量也要根據火焰的參數進行匹配選擇。一般氧-乙炔噴涂時選用壓縮空氣的壓力為0.4~0.8 MPa。
燃氣流量和氧氣流量的大與小,可決定火焰的長度。采用SQP-1型噴槍當火焰為中性焰時,隨著氧-燃氣流量的增加,火焰的長度明顯增加,焰流速度也增加,達到提高涂層的結合強度,減少涂層的孔隙率,改善涂層質量的目的。
(3)噴涂距離的選擇
選擇合適的噴涂距離,對涂層的質量影響很大,若選用過小的噴涂距離,絲材的熔滴溫度就高,動能也大,有利于提高涂層與基體表面的結合強度。但是,氧-乙炔火焰傳遞給基體表面的溫度增高(熱噴涂與再制造微信公眾號),容易引起基體的熱變形,而且對加熱基體也會因為涂層與基體間熱膨脹系數的差異而引起涂層中新的應力,嚴重時將導致涂層的開裂和剝落。噴涂距離過大時,絲材熔滴的溫度和動能下降,會降低涂層與基體的結合強度和涂層的致密度(熱噴涂與再制造微信公眾號)。因此,噴涂時的理想情況是在對基體幾乎不產生熱變形的條件下,盡可能選用較小的噴涂距離。
粒子的最高飛行速度同噴涂時所用的燃氣、氧氣流量,壓縮氣體壓力的大小有非常大的關系(熱噴涂與再制造微信公眾號)。當三種氣體都增加時,粒子的飛行速度將增加,而且最大速度的位置前移,此狀態時,噴涂距離可以選擇較大些。
在通常的工藝參數下,絲材熔滴飛行的最大速度在噴涂距離為100 mm左右處。因此,氧-乙炔焰絲材噴涂距離一般選為100~150 mm,對于放熱型復合絲材,噴涂距離可加大到150~200 mm。
(4)絲材直徑和絲材送進速度的選擇
在氧-乙炔焰絲材噴涂中,選用的絲材直徑越大,可以提高噴涂的效率和降低涂層的含氧量(熱噴涂與再制造微信公眾號)。但是選用大直徑的絲材進行噴涂時,受到噴槍功率的限制。國產SQP-1型氧-乙炔焰絲材噴槍選用的絲材直徑為2.3 mm和3 mm兩種。美制12E型氧-乙炔焰絲材噴槍選用的絲材直徑一般為3.77 mm和4.77 mm兩種。
絲材送進速度取決于絲材本身的熔點和氧-乙炔焰參數的最佳條件。當氧-乙炔焰參數為最佳條件時,由于火焰能量大、穩定性好,絲材也可處于最佳的加熱狀態,絲材的送進速度可以偏高些(熱噴涂與再制造微信公眾號)。但是,當絲材的送進速度過高時,會造成絲材熔滴出現熔化不均勻的現象。因此,在確保涂層質量的前提下,必須選用較高的絲材送進速度,以便提高噴涂效率。當絲材的送進速度過低時,絲材熔滴出現細密狀顆粒,造成涂層含有較多的氧化物,會降低涂層的性能和噴涂效率(熱噴涂與再制造微信公眾號)。比較合適的送絲速度,得到的金屬霧化粒子的尺寸約在20~70 μm。每一種噴涂材料其噴涂時送絲速度是不同的。使用QX-1型噴槍可以通過觀察線材在火焰中伸出空氣帽的長度判斷送絲速度是否合理(熱噴涂與再制造微信公眾號)。一般熔點高于750 ℃的金屬材料,如:碳鋼、不銹鋼絲等,其伸出長度約在3~5 mm,而熔點低于750 ℃的鋅、錫、鉛、巴氏合金等其伸出空氣帽長度可大于5 mm以上。
國產SQP-1型氧-乙炔焰絲材噴槍具有中速和高速兩種送進速度。對于高熔點絲材和氧化物絲材,其直徑為2.3 mm時,則一般選用中速檔(熱噴涂與再制造微信公眾號);對熔點較低的金屬絲材,其直徑為3 mm時,則一般用高速檔。
(5)噴槍與基體表面的相對移動速度的選擇
噴槍與基體表面的相對移動速度,對涂層質量和基體的熱變形有一定的影響。當相對移動速度過慢時,基體表面溫度升高,嚴重時出現表面氧化和熱變形。同時基體表面出現的熱膨脹與涂層出現的冷凝收縮,均發生在它們之間的接觸面上,使之出現較大的拉伸應力,降低了涂層與基體表面之間的結合強度(熱噴涂與再制造微信公眾號)。所以,除及時冷卻涂層外,正確選擇噴槍與基體表面的相對移動速度是很重要的。
線材火焰噴涂設備
火焰線材噴涂可以直接、快速、方便地在鋼結構、儲罐、機械零部件表面制備耐腐蝕、抗氧化、耐磨損、導電、屏蔽等金屬及復合材料涂層。還可以在水泥、木材、石膏等非金屬表面制備具有裝飾性的金屬涂層,目前該技術的應用已遍及各行各業(熱噴涂與再制造微信公眾號)。
為使涂層性能達到使用要求,在應用火焰線材噴涂涂層時,應考慮涂層的如下特點:
(1)涂層與基體的結合是機械錨接形式,涂層與涂層的母材相比更脆、更硬、耐磨性更好。但它不適合在沖擊載荷下使用。
(2)涂層一般都有孔隙,在有腐蝕介質環境中使用,涂層必須進行封閉處理。
(3)涂層形成過程中,有元素燒損和氧化反應。對涂層進行熱擴散處理時,則需考慮元素燒損和氧化物的含量。
文章轉載自微信公眾號:熱噴涂與再制造


