
1 腐蝕磨損概述
1.1 腐蝕磨損定義和分類
腐蝕磨損(Corrosion Wear)——指“摩擦副對偶表面在相對滑動過程中,表面材料與周圍介質發生化學或電化學反應,并伴隨機械作用而引起的材料損失現象 ” ,實際工況中,腐蝕磨損往往受限于材料因素(材料的成分、組織、力學性能、物化性能等)、電化學因素(腐蝕介質的種類、濃度、pH值等)、力學因素(載荷、速度等)和環境因素(溫度及壓力等)等的影響。腐蝕磨損行為與純腐蝕行為和純磨損行為均有很大差異。
根據腐蝕介質的不同,腐蝕磨損可分為化學腐蝕磨損和電化學腐蝕磨損兩大類。
(1)化學腐蝕磨損—在氣體介質中的腐蝕磨損實際上以氧化磨損為主,主要是金屬表面與氣體介質發生氧化反應,在表面生成氧化膜,隨后在磨料或微凸體作用下被去除的過程。根據膜的機械性質不同,氧化磨損模型主要有脆性氧化膜和氧化磨損模型和韌性氧化膜的氧化磨損兩類。
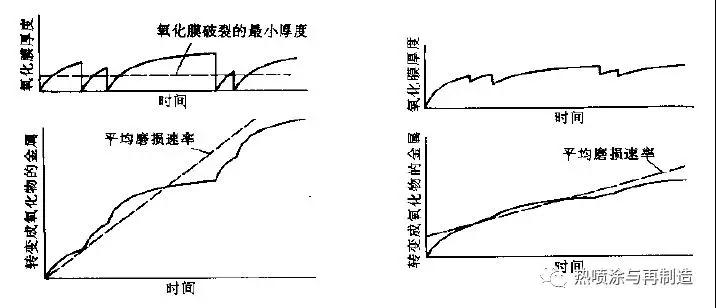
圖1 脆性膜的氧化磨損示意圖 圖2 韌性膜的氧化磨損示意圖
金屬表面發生氧化生成的脆性氧化膜的物理機械性能與基體差別很大,生長到一定厚度時很容易被外部機械作用去除而暴露出金屬基體,隨后在新鮮集體上有開始新的氧化。
韌性膜比基體要軟,受外部機械作用時,可能只有部分氧化膜被去除,隨后氧化過程有開始在氧化膜上進行,因此韌性膜的腐蝕磨損較脆性膜要輕微。
(2)電化學腐蝕磨損—電化學腐蝕磨損由于涉及的因素較多,是一個比氧化磨損更為復雜的過程,根據電化學腐蝕磨損過程中材料被去除的特點,人們提出了機械去除模型和腐蝕去除模型。
圖3 均勻腐蝕條件下的腐蝕磨損模型 圖4 相界面腐蝕的腐蝕磨損模型
在磨料作用下,材料表面膜局部被去除破壞,但隨即又重新形成新的表面膜。而磨料是均勻作用在真個材料表面上,當任意一塊表面被磨料破壞了表面膜而裸露出金屬基體時,此處的腐蝕速度比有表面膜覆蓋的地方快得多,因此,在整個過程中,腐蝕磨損比純磨損對材料的破壞嚴重得多。圖4是具有碳化物多相結構的高鉻鑄鐵發生晶間腐蝕的腐蝕磨損模型,由于碳化物的電極電位大大高于基體金屬的電極電位,因此在碳化物相組織和基體相之間將發生晶間腐蝕,之后材料在磨料或硬質點機械作用下發生斷裂。
b)材料的腐蝕去除模型
圖5 應變差異腐蝕電池模型 圖6 電偶腐蝕電池模型
隨磨損過程不斷進行,塑性材料將發生強烈的塑性變形,主要集中在犁溝兩側隆起部位或沖蝕坑外緣,這些形變強烈區域具有較高的位錯密度和腐蝕活性,成為陽極,其他部位成為陰極,共同構成“應變差電池”。陽極首先受到腐蝕破壞,之后在磨料的作用下,很容易形成“二次磨損”。
1.2 腐蝕磨損的研究背景和現狀
腐蝕磨損現象廣泛存在于石油、化工、煤礦、電力、冶金等工業領域的機械設備中,是造成材料損失和設備失效的主要原因之一。據報道,美國每年約有23萬噸鋼材,全世界僅在選礦設備這一項就有45萬噸鋼因腐蝕磨損而受到破壞,如同時考慮其它工業部門的腐蝕磨損,無疑是一個巨大的經濟損失。
腐蝕磨損造成材料的加速損壞已經引起了人們極大的關注和重視。但由于腐蝕磨損是一個物理、機械、化學和電化學作用的綜合作用,各種因素的影響錯綜復雜,這就給研究工作帶來了極大的困難,近幾十年來人們不斷探索并就此問題進行了一些初步研究。
P.F.Weiser等人用CF-8鑄鐵在硫酸砂漿與單獨硫酸腐蝕和單獨濕磨料磨損條件下進行對比試驗,結果表明,材料的腐蝕磨損速度是純腐蝕和純磨損速度之和的8-35倍。
K.Y.Kim等人用電化學方法研究了材料在腐蝕磨損條件下的腐蝕行為,發現磨料的機械作用使腐蝕速度增加了2-4個數量級 。
陳文革研究了M50NiL和16CrNi4Mo銅經不同工藝熱處理對氣蝕和腐蝕性能的影響,結果表明兩種鋼抗氣蝕性能最佳的處理工藝都是低溫淬火加低溫回火。
張天成、姜曉霞等人測量了不同載荷下40Cr鋼和304不銹鋼在3.5%NaCl溶液中的腐蝕磨損率,用Tafel法和極化阻率法測定了靜態及磨損狀態下的腐蝕率,并用浸泡實驗結果予以了修正。定量分析了兩種材料在溶液中的腐蝕磨損交互作用。
2 金屬的腐蝕磨損
2.1 腐蝕磨損機理
金屬腐蝕磨損機理的研究一直是人們爭議的焦點,早期人們提出的“表面膜機械去除模型”和“氫致磨損理論”并不能解釋腐蝕磨損材料流失形式中出現的各種問題,之后人們都把腐蝕磨損機理的研究集中在金屬表面膜的性能、修復及再生速率上,但實際上表面膜破壞及修復的電化學研究結果也并不能圓滿的解釋腐蝕磨損的各種問題。大量的實驗和工程實踐逐漸使人們認識到腐蝕磨損研究的核心應該是腐蝕和磨損的交互作用(協同效應),而不是表面膜的行為。
2.1.1 腐蝕磨損交互作用的定量描述
在單純的腐蝕作用中,失重與腐蝕時間的關系通常是凹曲線,而一般的干磨損(在空氣中磨損)材料流失量與載荷(速度)大多呈線性關系。腐蝕磨損則不符合這兩種規律,它們間的交互作用通常都表現為加速, 用下式表示:
W=Wcorr+Wwear+△W
△W=△Wc+△Ww
式中 W —腐蝕磨損造成材料的總流失量;
Wcorr —單純的腐蝕失重(靜態下腐蝕);
Wwear—單純的磨損失重(在空氣中干磨損);
△W —交互作用失重;
△Ww—腐蝕對磨損的加速(磨損增量);
△Wc —磨損對腐蝕的加速(腐蝕增量);
從前面的公式可以得出:腐蝕磨損造成的材料流失量絕不是單純腐蝕及干磨損失重之和,而且實踐證明,它們之間的交互作用(協同作用) 即腐蝕加速磨損,磨損促進腐蝕,從而加速材料的破壞的作用比單純腐蝕和磨損對材料的破壞作用大得多。
因此要控制腐蝕磨損就必須弄清二者交互作用的機制,即發生和發展過程,才能從材料選擇、表面處理、各種保護措施及機械結構設計上尋求對策。
2.1.2 磨損加速腐蝕
磨損加速腐蝕已是不容爭議的事實,實驗證明加速的原因主要包括以下幾個方面:
磨損減薄作用或破壞鈍化膜或除去表面產物而裸露出新鮮的金屬表面;
溶液攪動加速了傳質過程,使工件表面的腐蝕產物(離子)迅速離去,腐蝕介質很快得到補充,即去極化劑很容易到達金屬表面,加速金屬的腐蝕。對于以氧擴散為控制反應的中性介質如海水等溶液的腐蝕磨損,機械攪拌作用對傳質的加速尤其具有重要意義。
此外,磨損過程會使塑性材料表面產生的強烈塑性變形主要集中在犁溝兩側隆起部位或沖蝕坑的外緣,使這些部位產生微裂紋、位錯和空位等缺陷,具有較高的腐蝕活性成為陽極,其余部位稱為陰極,構成“應變差電池”。
2.1.3 腐蝕加速磨損
最直觀理解腐蝕會加速磨損莫過于腐蝕后的材料表面疏松、多孔,很容易在磨料或其它微凸體的作用下被去除而增加材料流失量。
腐蝕會增加金屬表面的粗糙度,再由于金屬組織結構的不均勻性,腐蝕會破壞晶界、相界或其它組織的完整性,降低其結合強度。如果發生組織的選擇性腐蝕,大多是合金基體溶解(屬陽極相),而在表面殘留碳化物或其他第二相顆粒(屬陰極相),當磨頭滑過或粒子沖擊時很容易被剝落而增加磨損量。在形成鈍化膜的體系中,由于表面剪切力把鈍化膜成片撕裂,甚至擴展到磨痕以外,因此也會增加磨損量。
形變強化的金屬材料由于腐蝕尤其均勻腐蝕會除去表面薄薄的硬化層,裸露出未變形強化、或形變程度較小,硬度較低的表面層從而降低耐磨性,這是腐蝕加速磨損的又一種表現。
2.1.4 腐蝕磨損中的“負”交互作用
腐蝕磨損交互作用通常都表現為彼此加速,這是普遍規律。但實驗發現有些情況下在腐蝕介質中的材料流失量比空氣中的干磨損還小,在鐵合金和不銹鋼中都觀察到這種現象。這種現象的出現一般是在腐蝕介質弱、因腐蝕造成的損失小,而材料流失量以磨損為主的條件下。與空氣中的磨損失重相比,介質改變了對摩副之問的表面狀態,降低了摩擦系數,從而減少了磨損失重。介質的潤滑在輕載和高速下充分表現出減摩效果,再加上介質冷卻作用,材料流失就有可能小于相同運動參數(速度和載荷)下的干磨損,即產生所謂的“負”交互作用。
2.2 腐蝕磨損的影響因素
材料的腐蝕磨損的影響因素較多,它既與腐蝕介質的種類,介質中固體顆粒特性、介質流速,以及固體顆粒對基材沖擊角有關,也與材料本身的成分、組織結構、力學機械性能有關,縱觀國內外研究工作都是圍繞著這些因素開展的。
2.2.1 腐蝕介質的影響
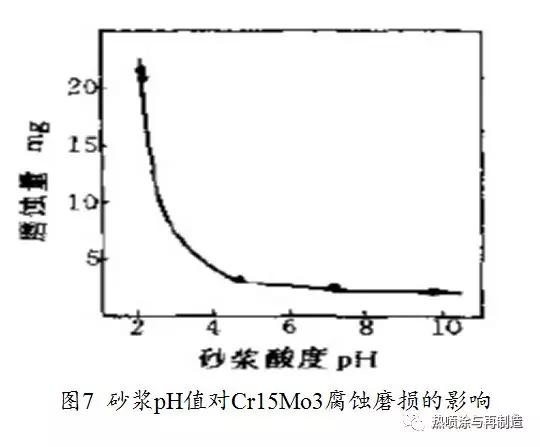
(1)介質pH值的影響
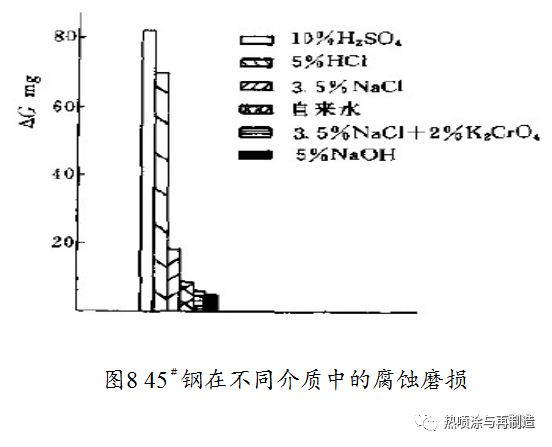
(2)介質成分的影響
(3)介質濃度的影響
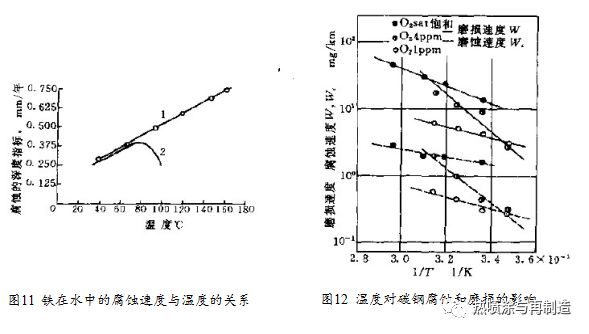
(4)介質溫度的影響
(5)緩蝕劑的影響




2.2.2 機械因素的影響
磨損過程中的機械作用主要是通過破壞材料表面膜和改變材料表面電化學活性來影響其腐蝕磨損速度。
(1)砂漿速度的影響
(2)砂漿沖擊角度的影響
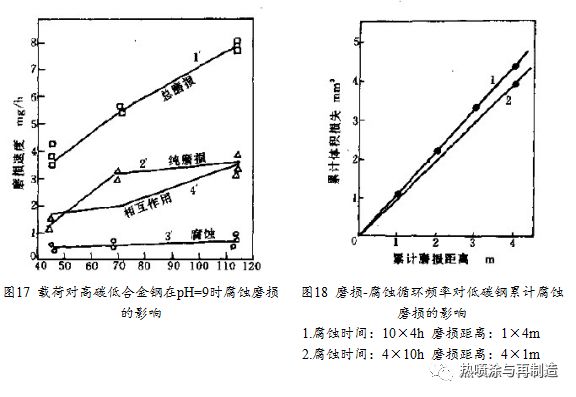
(3)載荷的影響
(4)載荷作用頻率的影響

2.2.3 材料因素的影響
在實際工況中,耐磨性能和耐蝕性能往往是互相矛盾的,比如硬質碳化物及其它第二相硬質點,高硬度馬氏體基體及細化晶粒等都可能通過改善材料硬度、韌性等機械性能提高其耐磨性,但這些因素也將增加材料組織的不均勻性,容易發生點蝕、晶間腐蝕、相間腐蝕等,因而對其耐蝕性有害。
因此在實際生產中,應該根據具體工況下體系中機械作用和腐蝕作用的相對強弱程度,選擇合理的耐腐蝕磨損材料。
3 金屬腐蝕磨損的測試研究方法
3.1 典型的腐蝕磨損試驗機
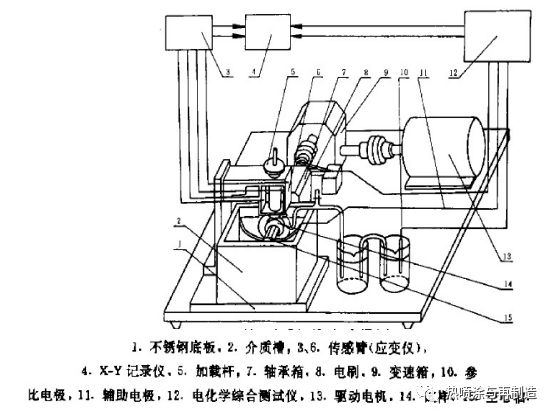
3.1.1 穩態腐蝕磨損試驗機
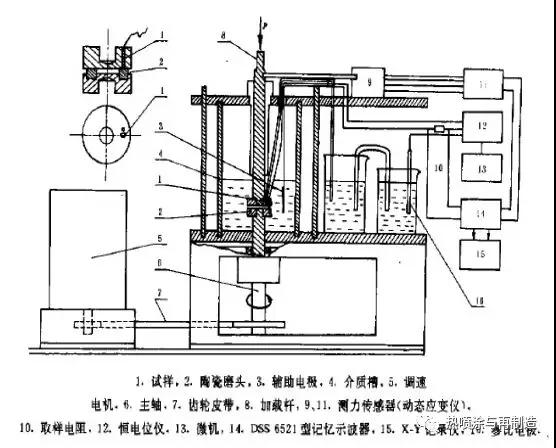
3.1.2 暫態腐蝕磨損試驗機
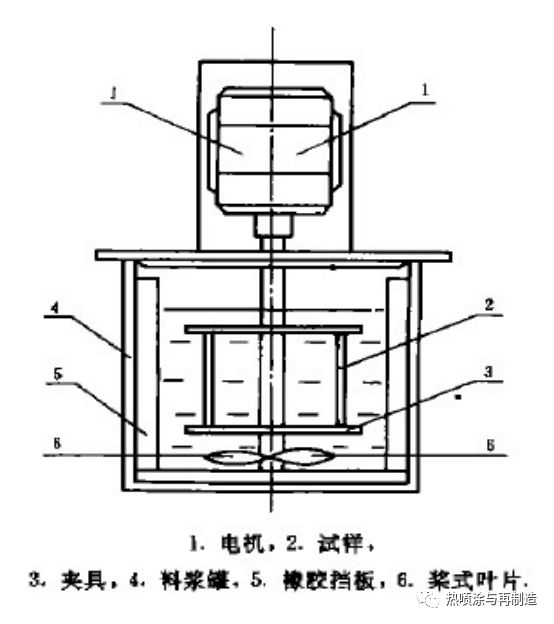
3.1.3 料漿沖蝕試驗機
3.2 腐蝕磨損試驗方法
早期研究金屬材料腐蝕磨損行為的試驗方法都是將樣品現在選定的腐蝕介質中浸泡或預氧化,即在靜態環境中制備腐蝕及高溫沖蝕試樣,再用這些試片去測定磨損量。但是這種分離試驗方法與材料的服役工況相距太大,磨損試驗一般要十幾分鐘,最多也只不過幾十個小時,而腐蝕試驗中的浸泡或鹽霧試驗很難在如此短的時間內得到可信的結果,有的可能長達數周或數月。因此腐蝕磨損試驗中首先遇到的問題是正確選擇試驗參數,特別是如何使力學參數和化學參數互相匹配。
3.2.1 試驗參數的選擇
根據工程應用背景,實驗參數一般包括以下兩類:
(1)磨損參數:摩擦副的接觸形式(點、線或面接觸)、運動方式(滑、滾或振動)、承受載荷或壓力的方式(平穩或脈動)和數值、運動速度等。
(2)腐蝕參數:介質的種類(酸、堿、鹽或自然界存在的其它介質)、濃度、溫度、壓力等。
欲在較短的試驗期內獲得所需的結果,除了提高測定方法的靈敏度外,有效的手段是強化一些影響材料磨蝕的試驗參數。常用的方法包括:適當增加介質中某些組分的濃度、攪拌或提高溫度以增加反應幾率,提高反應速率、預制裂紋以縮短腐蝕過程中誘導期、敏化處理以強化金屬的腐蝕傾向、加大載荷或提高運行速度的方法來縮短試驗時間等等,但絕不能因為強化參數而改變原來的腐蝕機制或引入實際工況中不存在的因素。
3.2.2 腐蝕磨損試驗結果的表達
(1)腐蝕磨損率:用表面輪廓儀在一定放大數倍下記錄出磨痕的起伏隨痕寬的變化,求出平均破壞深度從而計算出磨蝕截面積,由V=(ADρ/St )×103 g/m2h 計算一定極化電位下的腐蝕磨損率,式中A為磨痕平均截面積,D為試樣周長,S為磨痕表觀面積,ρ為材料密度,t為磨損時間。
(2)相對耐磨蝕性能:在完全相同的試驗條件下對多種金屬材料進行磨蝕試驗,選定其中一種材料,將其磨蝕失重值定為1,并將其值與其他材料的流失量進行比較。
如果試驗樣品磨蝕流失量小于標準樣品磨蝕流失量,則相對耐磨性大于1,表示這種材料比標準樣品耐磨蝕。
3.3 腐蝕磨損研究新方法
早期材料磨損數據的表述主要是通過材料磨損率數據庫和材料磨損失效形態圖,以上兩種表述雖然都可供設計和工程項目選材參考,但是都是在特定條件下取得的,故適用面窄,數據的共享性較差,針對以上缺點,近年來興起了磨損機制圖,兼具腐蝕和磨損兩種數據,既可以反映出腐蝕磨損中力學因素(如速度)和化學因素(如電位、溶液pH值)變化時,金屬材料產生磨蝕的主要原因及材料流失程度,又可以將相同介質(或磨蝕)工況下幾種合金的流失程度在同一種機制圖上加以比較,從而為選材提供參考。
4 金屬腐蝕磨損的防護控制方法
研究金屬材料腐蝕磨損的目的除了弄清楚這種破壞失效的原因,找出其損傷的規律性以外,更重要的是如何控制腐蝕磨損、降低服役過程中材料流失量以延長工件使用壽命。
針對腐蝕磨損的破壞失效特點,控制磨損腐蝕的有效方法可以分為一下幾類:
(1)選用具有較好的耐磨蝕材料,這是最有效的控制腐蝕磨損的方法;
(2)臺理的設計,如降低流速,增加材料厚度等等,減少材料的腐蝕和磨損程度;
(3)改變環境如加入緩沖劑、降低溫度、去除沉積物等
通過向腐蝕介質中加入緩蝕劑,可以在金屬表面形成一種致密的薄膜,使金屬本體與腐蝕介質隔離開來,以達到保護金屬,防止腐蝕的目的,而且在金屬表面和摩擦副表面形成較厚的潤滑膜,既起到潤滑作用,又減緩金屬磨損,具有良好的承載能力和較快的修復速度。
(4)表面處理
眾所周知,對材料進行表面改性可顯著提高材料耐磨性和抗蝕性能,因此也必然能改善其抗腐蝕磨損性能。比如在金屬表面化學鍍Ni-P合金、C、N共滲、氣相沉積TiN超硬膜等都可以大大提高金屬的抗腐蝕磨損性能。
(5)電化學保護
陽極保護法的關鍵是不僅要使金屬表面建立鈍態,還要能維持鈍態,否則不僅不能保護金屬,往往還會加速金屬的腐蝕,而在腐蝕磨損體系中,磨屑粒子或液流的碰撞沖擊或摩擦副的摩擦作用,一般情況下都會使金屬表面鈍化膜發生破裂、脫落而無法維持鈍態,所以陽極保護法在腐蝕磨損體系中不宜使用。
因為腐蝕磨損材料流失量包括腐蝕和磨損分量,再加上其交互作用量,如果用陰極保護法控制了腐蝕分量,便會降低交互作用中腐蝕對磨損的加速量,因此材料流失量也將大大降低。
腐蝕磨損作為現代工業生產中一種常見的磨損形式,越來越受到各個工業部門的重視, 對于這種特殊的磨損形式的研究,正朝著廣度和深度兩個方向發展,未來將進行的研究工作主要有以下幾個方面:
(1)進一步加強腐蝕磨損機理的研究;
(2)盡快研究出更為成熟,適用面更廣,性能更為穩定的腐蝕磨損試驗設備;
(3)針對特定腐蝕環境,選擇出合理的材料及熱處理工藝,研究材料選擇與腐蝕磨損的關系圖、材料熱處理工藝選擇與腐蝕磨損的關系圖;
(4)深入研究利用表面改性層提高耐腐蝕磨損的機理。
熱噴涂與再制造整理
