
熱噴涂技術是利用熱源將噴涂材料加熱至熔化或半熔化狀態,并以一定的速度噴射沉積到經過預處理的基體表面形成涂層的方法。
熱噴涂具有用材廣泛、設備輕便、工藝靈活、操作程序少、可快捷修復、適應性強、涂層厚度可控等優點,適用各種基體材料的零部件、幾乎可在所有的固體材料表面上制備各種防護性涂層和功能性涂層,已廣泛應用于石油化工、航空航天、交通、造紙和機械等領域。

01
熱噴涂在航空發動機中的應用


下面簡單闡述一下幾類熱噴涂材料在航空發動機中的的應用:
耐磨涂層材料
在機械工程領域,最常見的一種故障形式就是因為機器零件因為長時間的運行而出現磨損所導致的。而降低這種機械故障的方法就是及時更換零件或者增強零件的耐磨性,但經常更換零件勢必會造成更大的人力以及財力資源的浪費。耐磨材料的出現極大的滿足了人們的需求,降低了物料對設備部件沖刷造成的磨損。對航空發動機的部件來說,其耐磨涂層材料一定滿足熔點高、硬度高、抗沖擊磨損性能好等要求,采用熱噴涂技術得到的耐磨涂層都具有優良的耐磨性能。
封嚴涂層材料
對航空發動機來說,轉子之間的間隙對其工作效率也有極大的影響。較小的間隙不僅能大大提高航空發動機的效率,降低油耗,同時還有效改善了發動機的安全性能,因此在航空發動機中使用了大量的封嚴涂層材料。為了滿足當前航空發動機的運行要求,航空發動機使用的封嚴涂層材料需要具備高強度及抵抗氣體沖擊力的能力,一般為金屬和非金屬復合材料,截止目前已有20多種可行噴涂材料,陶瓷材料和納米材料等方面的熱噴涂材料研究也在進行中。
高溫防護涂層材料
航空發動機在運行過程中會產生大量的熱量,為了防止發動機部件出現因高溫氧化等現象,需要在其表面噴涂高溫防護材料。根據運行過程中的實際需求,所涂抹的高溫防護涂層除了具備基本的抗高溫以及抗氧化性之外,還需要這種涂層材料的物質在高溫條件下不出現分解并且和被涂抹機體表面之間不發生任何反應。
尺寸修復涂層材料
在航空發動機的運行過程中,在其零件表面涂抹相應材料,只是為了有效減少磨損或者其他損傷的概率,并不能直接杜絕這種損傷情況的發生。因此航空發動機經過長時間的運行,難免會有部分零件會出現磨損或者其他損傷,而這些損傷會改變原本零件尺寸,影響機器的正常運行,因此修復涂層材料的研究也極其重要。另外,根據實際修復過程的不同還需要采用相應科學合理的噴涂技術以及噴涂工藝。
增強發動機性能、降低維修成本、 延長壽命、提高安全指數。
02
熱噴涂在火力電廠鍋爐防護中的應用

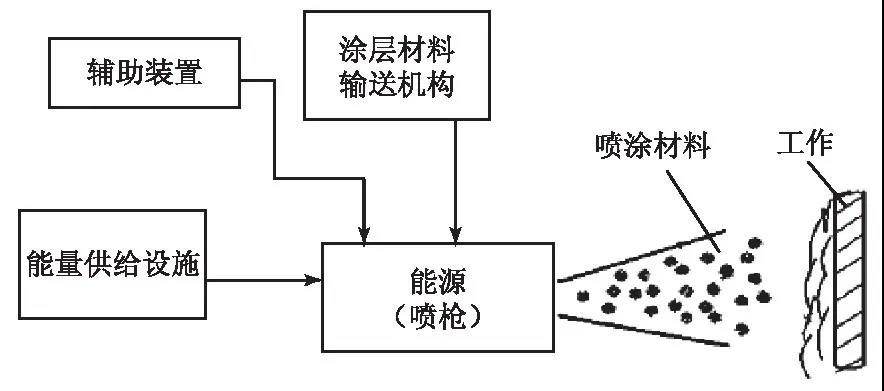
噴涂過程一般經歷以下四個階段: 噴涂材料被加熱、熔化;熔化的噴涂材料被霧化; 熔融或熔化的微細顆粒的噴射飛行; 粒子在基材表面發生碰撞、變形、凝固和堆積形成涂層。
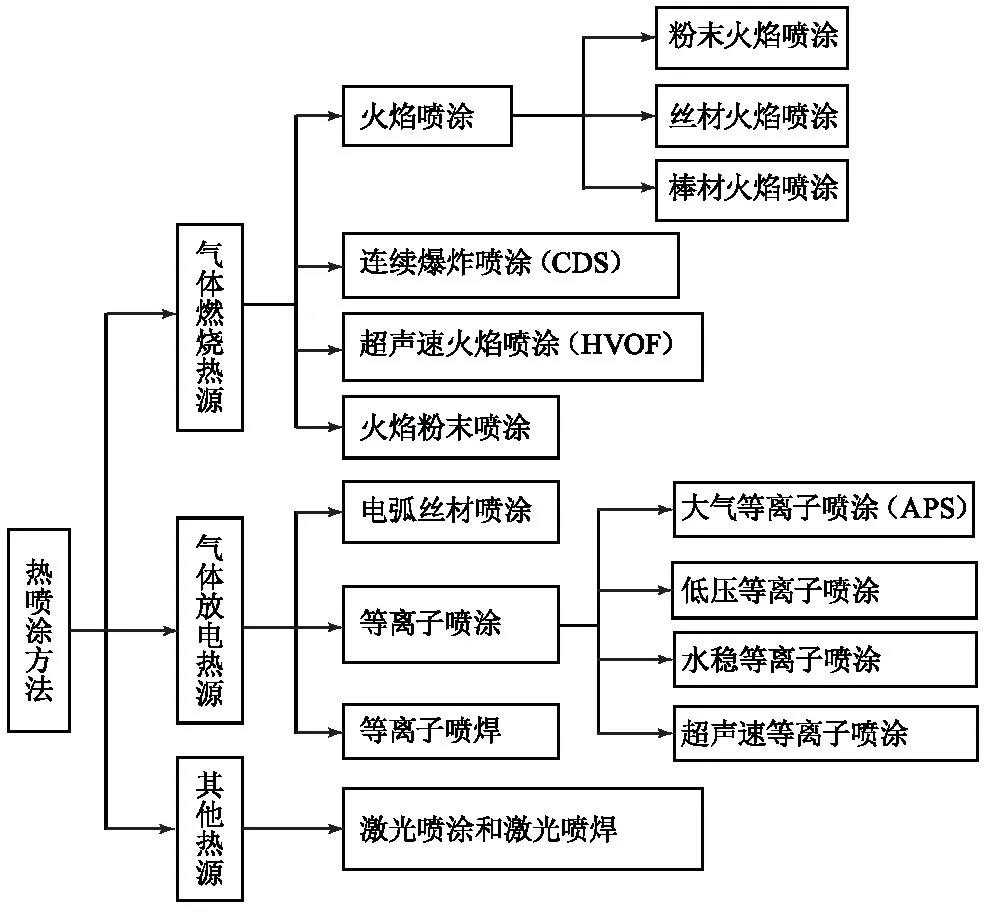
根據采用能源種類不同可以分為三類(如下圖)。目前,在我國燃煤電廠鍋爐防護領域中應用最為廣泛的是電弧噴涂技術。此外,超聲速火焰噴涂以及火焰粉末噴涂技術也有一定程度的應用。
電弧噴涂技術
電弧噴涂是利用兩根被噴涂的絲材作自耗電極,當兩絲材短接將電弧引燃后,只要絲材連續送進,不斷補充熔化并被壓縮空氣吹向工件,就能維持電弧燃燒即噴涂過程。與其他熱噴涂工藝相比,電弧噴涂設備簡單,噴涂成本較低但效率很高,且對操作人員的要求較低,現場施工時可重復性較強。因此,在電廠鍋爐“四管”的現場噴涂防護中,一般均采用電弧噴涂工藝。
超聲速火焰噴涂技術
超聲速火焰噴涂技術是使助燃氣體與燃燒氣體在燃燒室內燃燒產生高壓火焰,再經特制的噴嘴射出高速焰流,從而將送入其中的粉體材料加熱、加速噴射到基體表面形成涂層的方法。采用超聲速噴涂工藝制備的涂層非常致密,結合強度高,具有極低的孔隙率。NiCr-Cr3C2是使用超聲速火焰噴涂工藝對電廠鍋爐管壁進行防護時最常使用的粉體材料,具有很好的耐磨粒磨損性能。
火焰粉末噴涂技術
粉末火焰噴涂是采用氧乙炔火焰為熱源,使用粉末作為噴涂材料的熱噴涂方法。在噴涂過程中或涂層形成后,對基體和涂層加熱,使涂層在基體表面熔融,并和基體產生擴散或互熔,形成與基材冶金結合的涂層。
降低維修成本、提高生產效率、提高設備安全性能
03
其它應用
熱噴涂技術在冶金、交通、焚燒鍋爐、化學工業鍋爐、海洋石化、印刷造紙業、通用機械等方面也有許多應用。
04
熱噴涂技術在國內已經得到了較大的發展和廣泛應用,在國民經濟中做出了重要貢獻,但是熱噴涂在實際應用中,仍然存在一些問題。具體分析,詳見下回分解。