超音速火焰噴涂工作原理
2308
2023-10-08 16:01:09
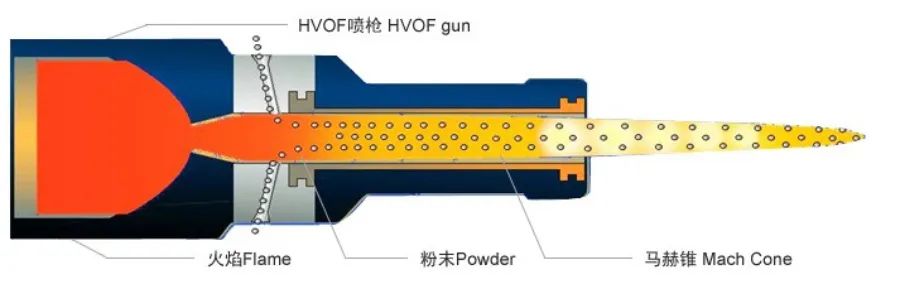
超音速火焰噴涂是將氣態或液態燃料與高壓氧氣混合后在特定的燃燒室或噴嘴中燃燒,產生的高溫、高速的燃燒焰流被用來噴涂,其噴槍由燃燒室(使噴涂材料粒子得到充分加熱加速)、Laval噴嘴(將焰流加速到超音速)和等截面長噴管(使噴涂材料粒子得到充分加熱加速)三部分組成。由于燃燒火焰的速度是音速的數倍,目視可見焰流中明亮的“馬赫節”,因而一般都稱HVOF為超音速火焰噴涂。
超音速火焰噴涂是將氣態或液態燃料與高壓氧氣混合后在特定的燃燒室或噴嘴中燃燒,產生的高溫、高速的燃燒焰流被用來噴涂,其噴槍由燃燒室(使噴涂材料粒子得到充分加熱加速)、Laval噴嘴(將焰流加速到超音速)和等截面長噴管(使噴涂材料粒子得到充分加熱加速)三部分組成。由于燃燒火焰的速度是音速的數倍,目視可見焰流中明亮的“馬赫節”,因而一般都稱HVOF為超音速火焰噴涂。超音速火焰噴涂是1981年美國的Browing發明的一種新型熱噴涂技術,與常規火焰噴涂不同的是超音速火焰噴涂采用特殊設計(專業噴涂線、噴砂房、噴漆房及廢氣治理設備廠家:樊13141458653微信同)的燃燒室和噴嘴,驅動大流量的燃料并用高壓氧氣助燃,從而獲得了極高速度的燃燒焰流。采用液態燃料的噴槍,又稱作高壓超音速火焰噴涂(HP-HVOF),其燃燒壓力可達8.2巴,火焰速度7倍音速以上。超音速火焰噴涂碳化鎢涂層由于可以快速地沉積硬度較高的耐磨損耐腐蝕涂層,從而被認為是有可能替代電鍍硬鉻層,其替代電鍍硬鉻的綜合性包括涂層對基體疲勞性能的影響、涂層的摩擦磨損和韌性等。超音速火焰噴涂因為耐磨損和腐蝕、表面平滑(近乎噴涂),化學性質均勻,空隙率低,在工業中得到了廣泛的應用,特別是航天航空以及石油工業等一些對涂層性能要求較高的領域。燃氣與氧氣的混合氣體在高壓下被送至位于噴槍出口處的點燃區并點燃。環狀流動的熱氣流受到外圍壓縮空氣流的壓縮,使之加速形成超音速火焰。粉末在載氣的作用下被送到噴槍的出口處,進入燃燒火焰中,形成涂層,.超音速火焰噴涂設備由噴槍、送粉器、控制系統、熱交換系統和各種管路五部分組成,屬緊湊型噴涂設備,具有操作簡單、工作穩定、燃耗低、涂層性能好的特點。1、涂層硬度大、噴涂WC-Co涂層的顯微硬度(HV)最高可達1600,和燒結材料相當。有效地使用動能和控制的熱輸出,致密性好,結構精密均勻,孔隙率很低(小于1% )。涂層殘留內部應力小,因此噴涂的厚度是用一般的熱噴涂獲得的涂層的厚度所達不到的。涂層和基(專業噴涂線、噴砂房、噴漆房及廢氣治理設備廠家:樊13141458653微信同)材結合力強,有些能超過83 MPa(12,000 PSI)。WC-CoCr是在WC-Co上發展起來的,其特點是具有良好的抗腐蝕性能,具有抗疲勞和耐摩擦磨損性能。2、超音速火焰噴涂具有工藝性好(噴涂距離150~380mm)、火焰溫度低(一般在2900~3300℃之間)、粒子速度更高的特點,火焰及噴涂粒子速度可達2000m/s,噴涂粒子可超過650m/s。相比等離子噴涂和電弧噴涂來說溫度較低,粒子與周圍大氣接觸時間短,粉末氧化、燒損小。適合噴涂碳化物等易氧化粉末材料。3、超音速火焰噴涂碳化鎢涂層具有良好的抗高溫氧化和耐沖蝕性能。采用HVOF制備的WC-17Co、WC-12Co、NiCrBSi+35WC涂層具有非常良好的抗高溫氧化性能和耐沖蝕性能。其中WC-17Co涂層表現出優良的抗沖蝕能力。4、超音速火焰噴涂碳化鎢涂層具有較高的抗熱疲勞性能。采用HVOF技術噴涂碳化鎢涂層,并對涂層的抗熱疲勞行為進行研究。試驗結果表明HVOF涂層經過熱震試驗后涂層均保持完好無損未出現裂紋及剝落等任何缺陷。這充分說明了HVOF涂層具有非常高的抗熱疲勞性能。5、與爆炸噴涂相比,超聲速火焰噴涂雖然也是采用燃料燃燒形成超聲速氣流,但后者是連續、均勻的高速焰流,前者則是脈動的,還必須同步脈動地用惰性氣體清除槍管中的殘余燃氣。6、涂層耐磨損、抗腐蝕性能好,通常表面磨光平滑,也可以被磨光和/或超磨光。7、設備操作簡單靈活、易于保養。可噴涂各種規格和形狀的物體,特別適合于大面積涂層,并可在野外作業。采用超音速火焰噴涂工藝,選用陶瓷材料,在導輥表面噴涂陶瓷涂層,加工保證涂層厚度不低于0.6mm,表面粗糙度能達到Ra0.8,保(專業噴涂線、噴砂房、噴漆房及廢氣治理設備廠家:樊13141458653微信同)證涂層結合良好,無砂眼、氣孔、剝離等現象,有效提高經過熱噴涂加工后導輥的表面使用強度。

作為一種表面處理技術,超聲速火焰噴涂也存在許多不足之處,主要體現在:超聲速火焰噴涂WC-Co粉末時,沉積效率通常低于45%,而噴涂NiCr-Cr3C2時,沉積效率僅為30%~40%左右,大大增加了涂層材料的消耗和成本。雖然由于超聲速火焰噴涂形成壓應力涂層,因而理論上能噴涂厚涂層,但實際上,如噴涂第一層WC-Co涂層后,由于涂層硬度高,對隨后噴涂的WC-Co顆粒的反彈力大,會使沉積效率進一步下降。2、噴涂層與基板之間的粘結強度低,不能承受交變載荷和沖擊載荷;4、超音速火焰噴涂過程受各種條件的影響,沒有有效的涂層質量檢測方法;超聲速火焰噴涂技術具有高速低溫的特點,在噴涂Co-Wc粉末以及低熔點TiO2陶瓷粉末時,可以保證粉末在噴涂中更少的氧化和失碳,從而使涂層有更高的硬度和更好的耐磨損性。但其無法熔融高熔點陶瓷粉末材料;噴涂金屬或合金粉末時,成本太高,體現不出優越性。6、對噴涂粉末的粒度要求高,噴涂時顆粒飛行速度很高,火焰溫度又較低,要求粉粒尺寸小(10~53>um)、分布范圍窄,否則不能熔化。7、供氣系統龐大,操作不方便,噪音大(大于120dB),需有隔音和防護裝置。超聲速火焰噴涂氣體消耗量大(通常大于90m3/h),通常為普通火焰噴涂的數倍至10倍,即使采用液體燃料如煤油,氧氣用量也很大,需采用“匯流排”管網供氣。若用氣體燃料,供氣裝置就更大了。8、工件受大流量燃氣連續噴射,使工件基體受熱量大。熱效率低,燃料高強度燃燒產生的熱能大量被冷卻水或冷卻用空氣帶走;高速焰流的熱能,因粉末在焰流中停留時間短,熱交換并不充分,也影響熱能利用率。9、如果選用的噴涂材料品質不好或長時間噴涂,它也會經常出現結瘤。新發展的超聲速火焰噴槍,采用壓縮空氣作助燃氣體,稱為高速空氣燃料噴涂(HVAF),它可以大大減少氧氣消耗和成本,簡化供氧設備,不需水冷卻,而且燃燒火焰溫度降低,噴涂WC-Co類易氧化高耐磨涂層時,碳化物的燒損減少,涂層質量更好,但是要配10m3以上的空氣壓縮機。