
(一種可快速且無損測量熱噴涂涂層厚度的新型技術(shù),實現(xiàn)在工藝早期控制及早發(fā)現(xiàn)偏差并進(jìn)行糾正。)
當(dāng)把氣缸發(fā)動機(jī)曲軸箱內(nèi)的8個傳統(tǒng)灰鑄鐵鑲件換成熱熔噴涂鐵基涂層后,對氣缸孔區(qū)域內(nèi)鋁鑄件的孔隙率和力學(xué)性能要求非常高。
實際生產(chǎn)過程主要包括四個步驟:精密鏜孔(精鏜),粗化,涂層和后處理。在上述的各步驟之間,為了確保質(zhì)量必須進(jìn)行測試。必須根據(jù)零件數(shù)量、應(yīng)用程序和關(guān)鍵質(zhì)量參數(shù)進(jìn)行100%的測試。精鏜的目的是在最終加工后根據(jù)所需的涂層厚度將孔對準(zhǔn)曲軸軸線以及擴(kuò)大孔隙。此時需確定形狀和位置公差,并且還產(chǎn)生圓柱度。關(guān)于涂層厚度,后續(xù)只可以校正非常有限的位置公差,其厚度為幾百微米。 因此,在粗化和涂層過程之前需要將孔設(shè)定在適當(dāng)位置。
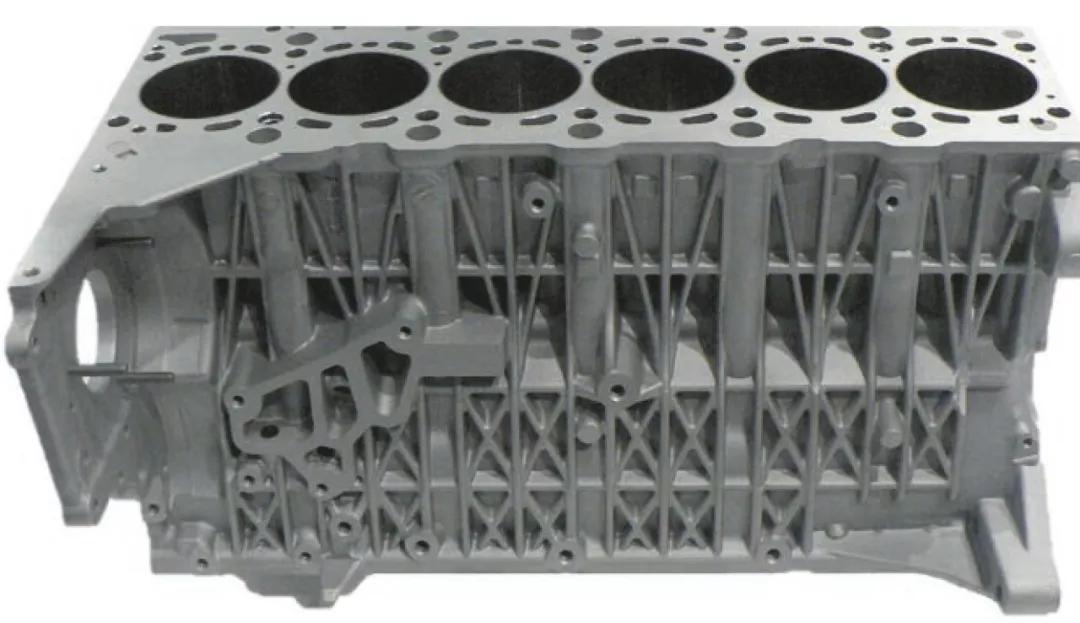
圖一 把氣缸發(fā)動機(jī)曲軸箱內(nèi)的8個傳統(tǒng)灰鑄鐵鑲件換成熱熔噴涂鐵基涂層后,對氣缸孔區(qū)域內(nèi)鋁鑄件的孔隙率和力學(xué)性能要求非常高。
粗化圓柱表面的目的是產(chǎn)生所需的涂層附著力。該步驟可通過噴砂剛玉,高壓或脈沖低壓流體噴射或通過純機(jī)械加工來完成。 用于使待涂層表面粗化能在單獨的設(shè)備中進(jìn)行剛玉噴砂和流體噴射工藝。
通常可以在相同夾緊中精鏜后進(jìn)行曲軸箱的機(jī)械粗化。因此,可在沒有偏移的情況下引入粗化輪廓。接著使用光學(xué)圖像識別技術(shù)來檢測表面缺陷并對其再加工進(jìn)行分類。在剛玉噴砂的情況下,這種表面缺陷可以嵌入剛玉顆粒中; 在流體射流的情況下,主要是剝離相和擴(kuò)張的孔。

圖二 為了測量涂層厚度,把測量光學(xué)元件插入到氣缸孔中(上孔開口),因此,可以在圓周和缸內(nèi)深度的任何位置可靠測量出涂層厚度。
當(dāng)機(jī)械粗化時,將凹槽輪廓切入鋁材中。這個輪廓的形狀,凹槽和金屬光澤的表面令它不適合使用相機(jī)系統(tǒng)進(jìn)行檢測。
熱噴涂工藝的特征在于涂層材料通過熱源(例如等離子火焰)熔化,并通過氣流旋轉(zhuǎn)噴涂到部件上。液體顆粒在與表面接觸時突然凝固并出現(xiàn)分層,從而產(chǎn)生涂層。通過基于粉末的大氣熱噴涂,幾乎可以對所有材料進(jìn)行加工。該層光譜范圍從熱塑性塑料、金屬和碳化物,到陶瓷層。鐵基涂料具有所需的摩擦學(xué)性能,可作為線材或粉末使用。 線電弧噴涂,等離子體轉(zhuǎn)移電弧(PTWA)和旋轉(zhuǎn)單線(RSW)是電線涂層工藝的實例。
基于粉末的大氣等離子噴涂涂層除了金屬以外,還提供了陶瓷材料噴涂的選擇。低合金碳鋼主要用于燃?xì)夂筒裼桶l(fā)動機(jī)運行表面的涂層。該涂層是不均勻的,不僅由熔融和凝固的顆粒組成。在涂層內(nèi)部,氧化物和碳化物以及孔洞堆積,使其頻率在1%到4%之間,這取決于工藝參數(shù)和工藝的選擇。這些孔在珩磨后用作潤滑劑儲存器并將潤滑劑固定到指定位置。故此,使活塞環(huán)/活塞與氣缸壁之間的摩擦力降到最低,從而減少了油耗,提高了發(fā)動機(jī)的使用壽命。
仍未加工的熱噴涂涂層的厚度必須遵循狹窄的允許范圍。任何偏離指定公差的情況都可能導(dǎo)致后續(xù)加工過程中珩磨工具的后續(xù)再加工和銷毀。
在工藝早期測量涂層厚度,可以省去增值鏈中的任何后續(xù)處理步驟,例如涂層厚度過低。對于粗糙的噴涂表面,傳統(tǒng)涂層厚度測量儀器具有低重復(fù)精度,因此不適合質(zhì)量保證。通過顯微照片進(jìn)行隨機(jī)檢查是非常耗時的,并且不允許對涂層工藝進(jìn)行無縫且無損的檢查。相反,Winterthur公司的設(shè)備CoatMaster可測量表面1-3毫米的直徑的區(qū)域得出涂層厚度。結(jié)果顯示,即使在高粗糙度下,也實現(xiàn)了1至2%的高重復(fù)精度,測量時間少于一秒。因此,在批量生產(chǎn)中也可以測試每個孔的多個測量點。
該測量儀器基于熱涂層測試的工藝設(shè)計的。該裝置的光源將噴涂的涂層表面加熱幾毫秒到幾攝氏度。它基于光熱法及涂層與基材導(dǎo)熱率差異測出熱噴涂層的膜厚。

圖三 相對的點(a,b)處從底部到頂部測量油缸工作表面內(nèi)的涂層厚度。
測量點1-15為曲軸箱1,測量點16-30為曲軸箱2
該設(shè)備所使用的光源類似照相機(jī)的閃光燈,并且不會對人體或環(huán)境造成任何危害。每個測量過程分析超過100,000個溫度讀數(shù),然后確定涂層厚度。可以在距離最遠(yuǎn)1米的距離測量,可測量表面2至50毫米直徑的區(qū)域。單次測量的誤差通常低于1%。涂層厚度可以高達(dá)2 Hz的頻率進(jìn)行記錄。通過光學(xué)測量探頭(圖2),自動測量整個氣缸工作表面分布的各測量點,自動記錄測量厚度。 Oerlikon Metco公司的SumeBore運行表面涂層技術(shù)負(fù)責(zé)人Peter Ernst博士說道。“CoatMaster可以直接在工藝過程中以非破壞性方式對熱噴涂涂層進(jìn)行精確,快速的涂層厚度測量。可以快速檢測和糾正影響涂層厚度的工藝偏差”,
表面粗糙度的降低
在最終的珩磨工藝中,需去除噴涂表面上的粗糙結(jié)構(gòu),因此表面的粗糙度需降低到5微米范圍內(nèi)的平均粗糙度。
Prof. Dr. Nils A. Reinke, CEO
Winterthur Instruments AG, Winterthur, Tel. +41 52511 8730,
nils.reinke@winterthurinstruments.ch, www.winterthurinstruments.ch